
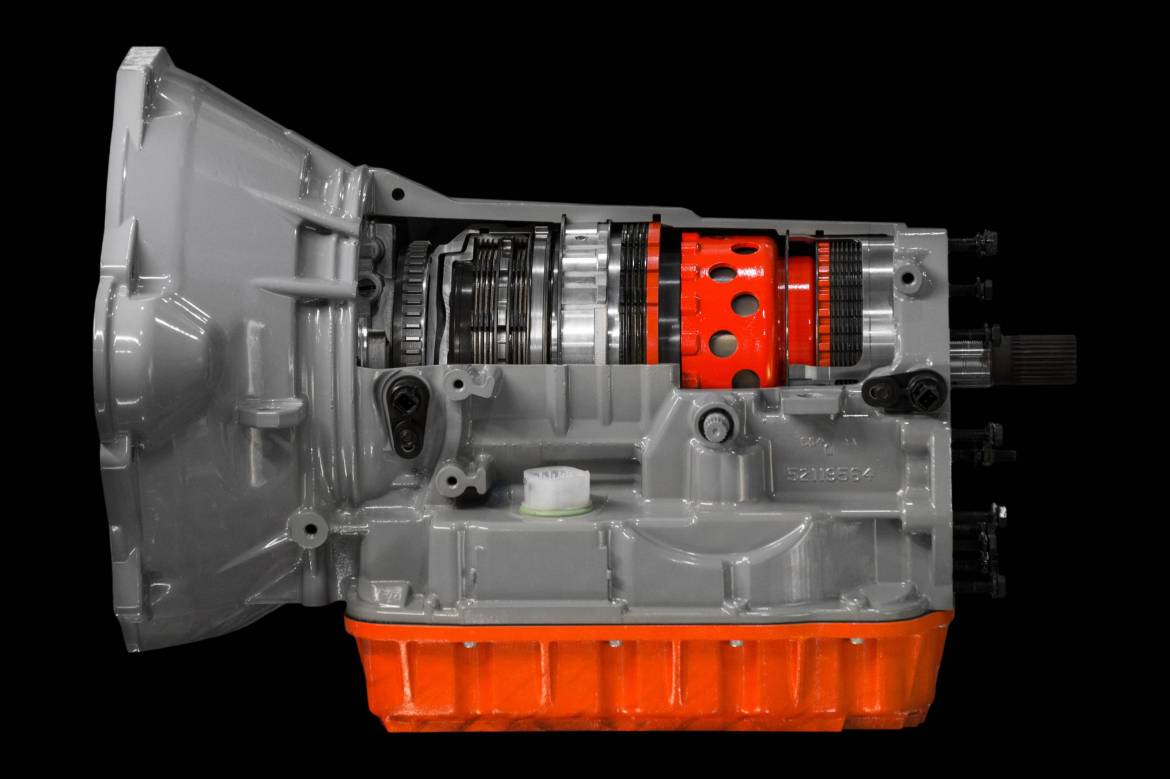













68RFE CATEGORY 4 950HP WITH CONVERTER
Description
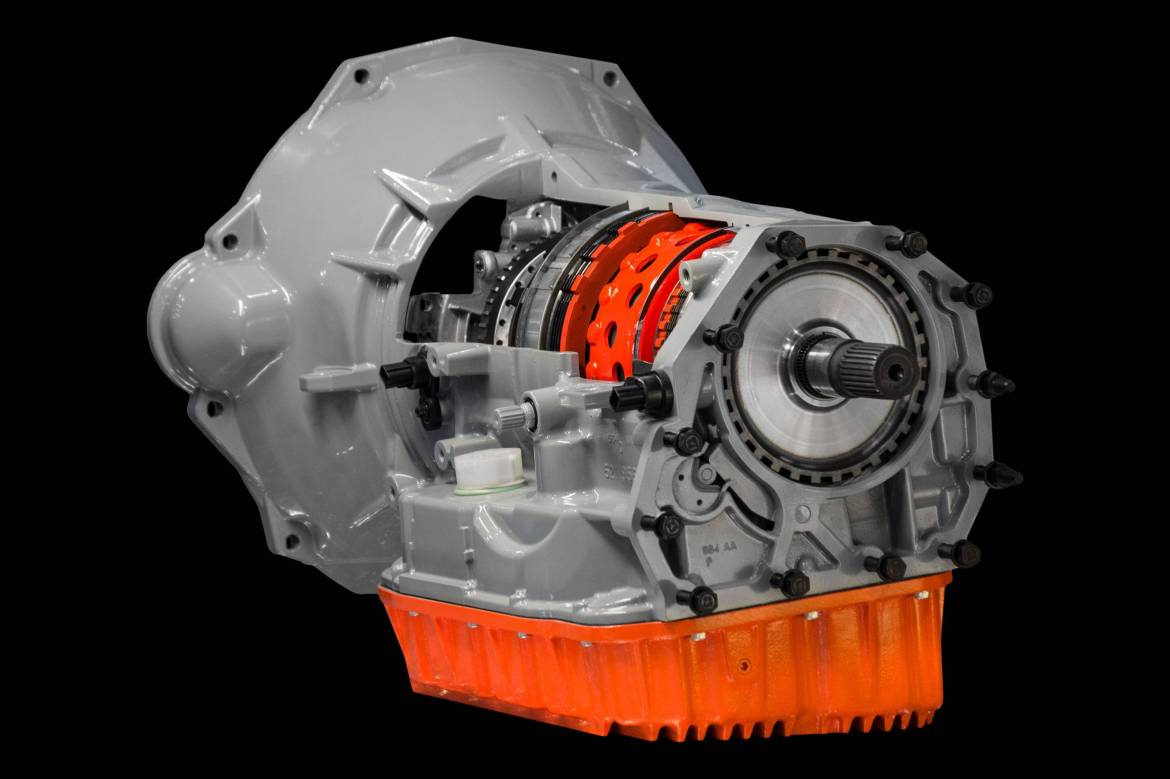
68RFE CATEGORY 4 TRANSMISSION WITH TORQUE CONVERTER
Key Features of this SunCoast Custom Build include:
- - New Suncoast V2 billet drum
- - New 68RFE Thrust Washer Kit
- - New 68RFE Thrust Bearing Kit
- - 68RFE Complete Gasket and Sealing Kit
- - 68RFE Spin-on Filter
- - 68RFE Underdrive and Overdrive piston set
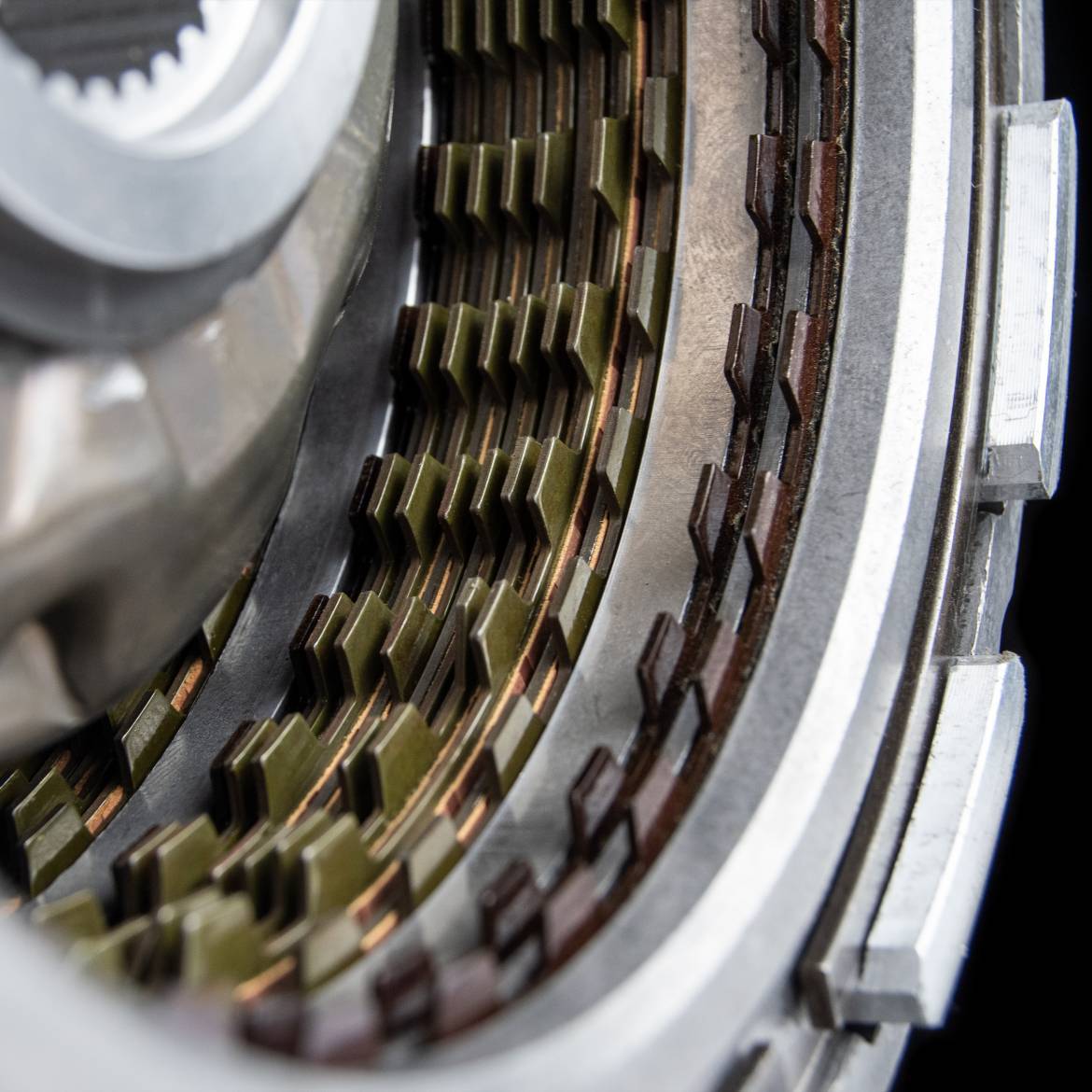
- - Upgraded 2C Clutch Set
- - 68RFE Billet 2C Piston
- - Suncoast Ducenti Valve body
- - Suncoast upgraded heavy duty sprag
- - Deep Mag Hytec pan
- - Suncoast Zero Cavitation filter kit
- - SunCoast OEM Solenoid Pack
- - Billet Flex Plate
- - Billet input shaft
- - Billet Input Clutch Hub
- - Billet Overdrive Clutch Hub
- - Billet triple disc torque converter with billet stator
- - 950+ Horsepower
The 68RFE
The 68RFE transmission is the big brother to the 45/545RFE transmission. The RFE platform was originally designed by Chrysler and was introduced in 1999 with the debut of the new Jeep Grand Cherokee. "RFE" stands for Rear-wheel drive Fully Electronic control. The RFE design was mostly noted in the new design to have 3 planetary sets for a 4-speed transmission in the 45RFE.
In 2007, Chrysler debuted the new 6.7 Powerplant in the all new Dodge Ram, and Dodge wanted a transmission that was specifically designed for function. The previous platform utilized the Torqueflite 48RE platform and had been around since the late 50's when they released the first 727 in 1956 after purchasing the license from Simpson on the gearset in 1955.
The 46/47/48 Chrysler platforms were 3 and 4-speed units that were mechanically and hydraulically controlled, with the most notable control system being governor pressure.
The first improvement Chrysler wanted to make over the Torqueflite platform was, obviously, the amount of forward gear. For the 68RFE transmission, Chrysler opted to change to a six-speed unit. The additional gears allowed Chrysler to add higher 1st-gear ratios and tighter shift recovery from one gear to the next. The tighter shift recovery essentially keeps the vehicle in higher averaged horsepower and torque numbers, while also adding torque multiplication.
The gear ratios were increased. as well. The new 68RFE boasts a whopping 3.23:1 first gear, compared to the 2.45:1 first gear found in the previous 47/48RE platform. Chrysler also increased second gear to a 1.83:1 versus the 1.45:1 found previously. The 68RFE was also given two overdrive gears, with 5th being .81:1 and 6th with the very deep .62:1. The predecessor had a single overdrive that was a .69:1.
The Category Transmissions
The SunCoast Category 68RFE transmissions are designed and developed with intentions of taking a systematic approach to solving the issues with the 68RFE transmission. We approach each deficiency and need from a scientific approach.
We aim to offer you the most complete series of 68RFE transmissions available on the market today.
The V2 Drum
The SunCoast V2 68RFE Billet Drum is the most revolutionary thing that has happened to the 68RFE. There has been no other project here that we have invested as much research and development in.
This new drum has many features that have been improved upon versus previous versions of this particular drum. There is a 24% improvement in hydraulic clamping force over the factory drum and increased friction elements in overdrive, and all centrifugal apply springs were removed.
Our SunCoast V2 billet drum was redesigned with a new lip seal style for the outer seal by increasing the diameter of the outer sealing surface. The quad-ring design of the inner drum o’ring maintains compression during high RPMs and has consistent factory-like CVIs. The drum’s wall thickness was also increased to improve drum rigidity and to reduce lateral movement in the overdrive apply plate.
This V2 billet drum is a completely assembled drop-in replacement for 68RFE vehicles.
The 2C Piston
The factory molded piston is prone to uneven apply which leads to excessive heat in the clutches and steels creating premature failure. In this 68RFE transmission rebuild kit we replace the factory piston with a much improved billet piece that also allows for one additional clutch further increasing surface apply area.
These new 68RFE transmissions are designed with the builder in mind, we offer from mild to wild depending on what your needs are.
The Ducenti
SunCoast is proud to release its new Pro-Loc Ducenti 200psi Shift Calibration Kit for the 68RFE. What we present to you today is not just a haphazardly put together solution but the cumulation of many years of refinement.
In this valve body, we address several key issues within this hydraulic circuit using a multi-faceted approach. This kit includes everything you will need to achieve 200psi without any additional tuning and is designed to be a complete drop-in.
Features and benefits of this shift calibration kit include a new pump half, TCC limit valve, TCC switch valve, five billet three-ring accumulator pistons, billet upgraded valve body plate, an upgraded heavy duty accumulator plate, and custom-calibrated spring rates for PR circuit.
The Solenoid Pack
Every new Suncoast transmission receives a new OEM solenoid back from Mopar.
Zero Cavitation Filter Kit
The factory 68rfe has had many issues with pressure relief check valve system on the transmission pan filters. Initially Chrysler had issues with the plastic filter splitting in half. This was later remedied by adding a pressure relief valve on top of the filter. This later showed to be an issue as the valve would release itself from the filter all together.
This new bottom feeder filter kit allows the usage of a torqueflite filter. This filter conversion will not only prevent pump cavitation but will allow higher volume of fluid to be passed through the system. This will come with a specially machined Mag-Hytec pan.
The Torque Converter
This SunCoast Torque Converter fits 68RFE transmissions and is engineered to handle all of your every-day duties. Whether you're towing a camper or hauling dirt to a job site, this torque converter is designed to improved vehicle response and give you years of solid, reliable performance. It comes with furnace-brazed fins and hardened turbine splines. The clutches in this converter are carbon-graphitic for precise and accurate lock-up.
This torque converter also features a billet stator to improve turbine slip.
- - All Competition units carry a 12 month unlimited mileage warranty
Details
- SC-68RFE-4
- SC-68RFE-4
- SunCoast Diesel
- New
Categories
Shipping Information
- Item Requires Shipping
- 400.0 lbs.
- W24.0000” x H28.0000” x L24.0000”
Customer Reviews
 Total Reviews (0)
Total Reviews (0)
You must login to post a review.



Write the First Review!